{var%20f='http://v.t.sina.com.cn/share/share.php?appkey=1515056452',u=z||d.location,p=['&url=',e(u),'&title=',e(t||d.title),'&source=',e(r),'&sourceUrl=',e(l),'&content=',c||'gb2312','&pic=',e(p||'')].join('');function%20a(){if(!window.open([f,p].join(''),'mb',['toolbar=0,status=0,resizable=1,width=440,height=430,left=',(s.width-440)/2,',top=',(s.height-430)/2].join('')))u.href=[f,p].join('');};if(/Firefox/.test(navigator.userAgent))setTimeout(a,0);else%20a();})(screen,document,encodeURIComponent,'','','https://www.xiaopingtou.cn//data/attach/topic/topicKPo7gB.jpg', '推荐 a18716374124 的文章《电子小制作:电烙铁恒温控制器》','https://www.xiaopingtou.net/article-55042.html','页面编码gb2312|utf-8默认gb2312'));){kind=link}
电子小制作:电烙铁恒温控制器
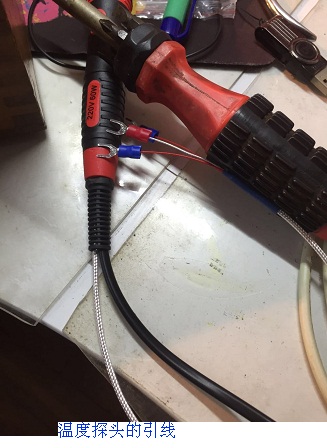
用别的项目的剩余边角物料制作。基本设计是这样的:把一个PT100安装进电烙铁中。尽量贴近前端最热的位置。
当然实际情况下电烙铁中的空位置有限,PT100可以安装比较靠近柄的位置,温度并不是很准,比烙铁头上的温度要低很多。
不过这并不影响实际的操控。因为热传导的作用,造成PT100感应到的温度与烙铁头温度是正相关的,和单调的,这样就足够控制时的反馈需求了。
 在网上有很多应用PT100的典型电路,大多要求使用运放,有的还要搭成电桥,再用ADC。实际上单片机中的ADC已经够用,不用电桥和运放。可以串联100~150欧电阻后直接取得分压来采样。
在网上有很多应用PT100的典型电路,大多要求使用运放,有的还要搭成电桥,再用ADC。实际上单片机中的ADC已经够用,不用电桥和运放。可以串联100~150欧电阻后直接取得分压来采样。
分度表采用一个比较粗糙的,够用就可: floatcode PT100_T_values[] = { -50.0 , 0.0 , 50.0 , 100.0 , 150.0 , 200 , 250 , 300 , 350 , 400 , 450 , 500 , 550 }; floatcode PT100_R_values[] = { 80.31 , 100.0 , 119.4 , 138.51 , 157.33 , 175.86 ,194.1 , 212.05 , 229.72 , 247.09 , 264.18 , 280.98 , 297.49 }; 这样的分压和采样做法有2个缺点: A精度不高,因为单片机中的ADC是10位的,加之串联后电压变化不能充分利用整个从0 到基准电压的区间,造成浪费了精度。 B电流会造成PT100本身升温,造成精度不准。 对于缺点A,大约分辨率是1至2度,对于烙铁控制,够用了。 对于缺点B,采用每秒加电流采样,用500微秒采样完毕后就断开电流,使得PT100无法因采样的电流而升温。 采用一个按钮,按钮功能是通、保、断、保这样循环。采用4位数码显示,由于实际当中有一位坏了,所以只能显示3倍数字,对于烙铁控制,3位数字够用了。 施密特触发用软件实现。在程序中新增一个FSM(状态机)来专门实现施密特触发任务,在低于1.1度和高于1.1度区间内工作。 实际测中发现,容易在通电和断电时发生单片机重启。在负载上并联一个1.5K电阻和103电容组成的RC吸收电路,解决了大部分,仍然有小的概率会重启。
分析得出,继电器断电时的反冲可能是主因。虽然采用的是ULN2003驱动,它内部有续流2极管,但可能走线太长造成干扰,所以另外找了一个1N4007直接焊在继电器线圈出线上提供续流,并把工作频率从24M降到11M,目前不再发生重启现象。
由于有按钮,可以使用中决定控制的时机,通电一段时间后感觉温度合适,就按一次按钮进入保温状态。实际使用中发现,控制在200度比较合适焊接。当然,这是接近柄的地方的温度,烙铁头上肯定高于这个温度很多。
实际测中发现,容易在通电和断电时发生单片机重启。在负载上并联一个1.5K电阻和103电容组成的RC吸收电路,解决了大部分,仍然有小的概率会重启。
分析得出,继电器断电时的反冲可能是主因。虽然采用的是ULN2003驱动,它内部有续流2极管,但可能走线太长造成干扰,所以另外找了一个1N4007直接焊在继电器线圈出线上提供续流,并把工作频率从24M降到11M,目前不再发生重启现象。
由于有按钮,可以使用中决定控制的时机,通电一段时间后感觉温度合适,就按一次按钮进入保温状态。实际使用中发现,控制在200度比较合适焊接。当然,这是接近柄的地方的温度,烙铁头上肯定高于这个温度很多。

在网上有很多应用PT100的典型电路,大多要求使用运放,有的还要搭成电桥,再用ADC。实际上单片机中的ADC已经够用,不用电桥和运放。可以串联100~150欧电阻后直接取得分压来采样。
分度表采用一个比较粗糙的,够用就可: floatcode PT100_T_values[] = { -50.0 , 0.0 , 50.0 , 100.0 , 150.0 , 200 , 250 , 300 , 350 , 400 , 450 , 500 , 550 }; floatcode PT100_R_values[] = { 80.31 , 100.0 , 119.4 , 138.51 , 157.33 , 175.86 ,194.1 , 212.05 , 229.72 , 247.09 , 264.18 , 280.98 , 297.49 }; 这样的分压和采样做法有2个缺点: A精度不高,因为单片机中的ADC是10位的,加之串联后电压变化不能充分利用整个从0 到基准电压的区间,造成浪费了精度。 B电流会造成PT100本身升温,造成精度不准。 对于缺点A,大约分辨率是1至2度,对于烙铁控制,够用了。 对于缺点B,采用每秒加电流采样,用500微秒采样完毕后就断开电流,使得PT100无法因采样的电流而升温。 采用一个按钮,按钮功能是通、保、断、保这样循环。采用4位数码显示,由于实际当中有一位坏了,所以只能显示3倍数字,对于烙铁控制,3位数字够用了。 施密特触发用软件实现。在程序中新增一个FSM(状态机)来专门实现施密特触发任务,在低于1.1度和高于1.1度区间内工作。
实际测中发现,容易在通电和断电时发生单片机重启。在负载上并联一个1.5K电阻和103电容组成的RC吸收电路,解决了大部分,仍然有小的概率会重启。
分析得出,继电器断电时的反冲可能是主因。虽然采用的是ULN2003驱动,它内部有续流2极管,但可能走线太长造成干扰,所以另外找了一个1N4007直接焊在继电器线圈出线上提供续流,并把工作频率从24M降到11M,目前不再发生重启现象。
由于有按钮,可以使用中决定控制的时机,通电一段时间后感觉温度合适,就按一次按钮进入保温状态。实际使用中发现,控制在200度比较合适焊接。当然,这是接近柄的地方的温度,烙铁头上肯定高于这个温度很多。